
Note: This article is intended for people who want to get acquainted with basic concepts about welding, is introductory, and is neither educational nor encyclopedic.
The main types of metal welding can be divided into arc welding and contact welding. Contact welding (another term - spot welding) is based on a simple principle: through the contact electrodes on the two surfaces to be welded current is fed to a certain force, which heats the metal and it starts to melt. This type of contact welding is not the only one, however, it is the most common. For this reason, the terms "spot welding" and "resistance welding" are often used as synonyms. In the construction industry, electric arc welding is more common. During arc welding, an electric current flows through the electrode and the weld metal, and then the electrode is pulled away at a short distance from the metal, while the current continues to pass through an ionized gas medium, forming an "arc".
Arc welding cannot be performed without shielding gas. The gas itself, however, may be supplied from a separate cylinder or produced by the combustion of the electrode coating.
The most common types of welding:
• MMA
• MIG-MAG
• TIG
ММА
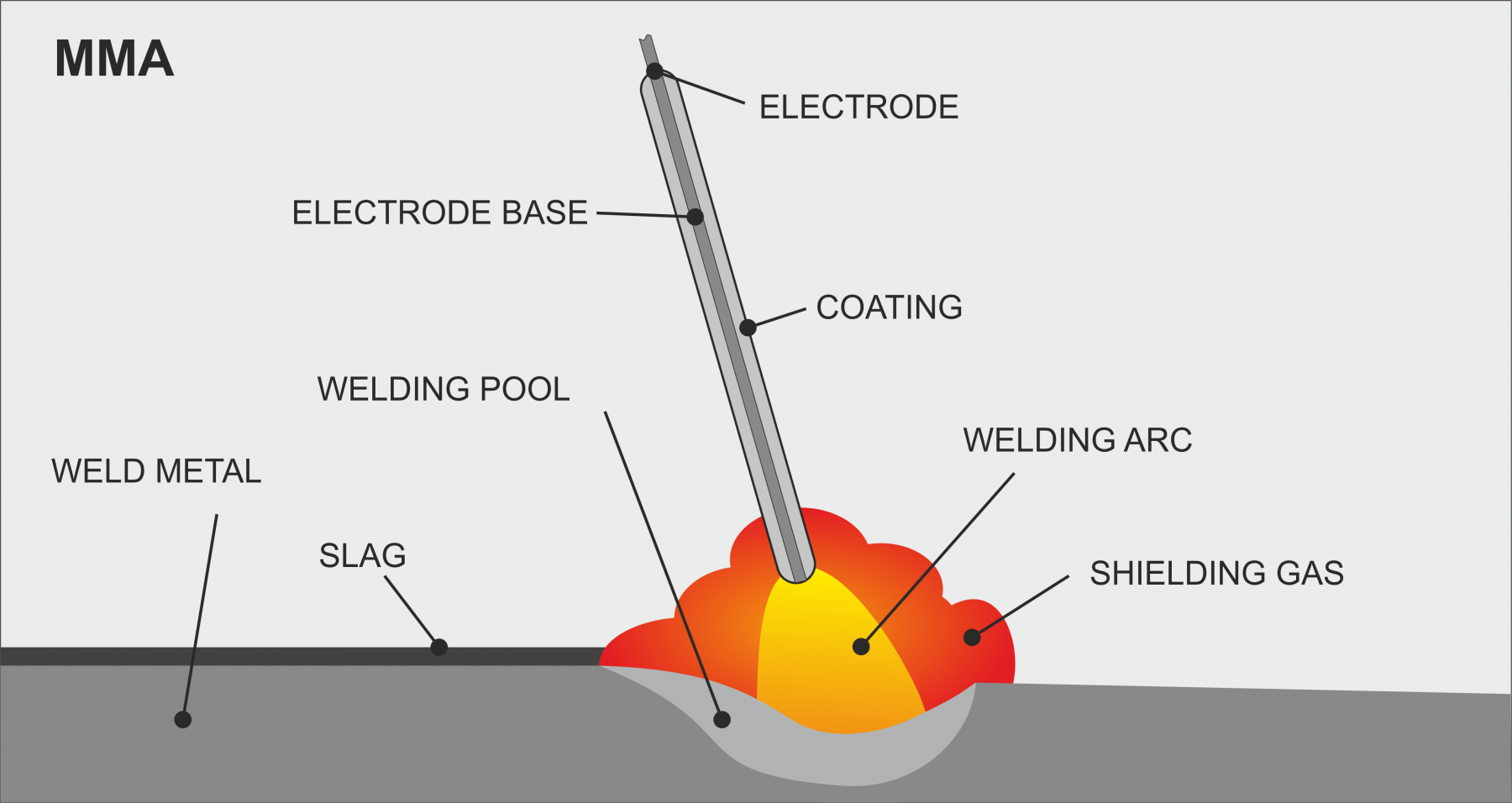
Manual arc welding has become popular because no gas cylinders are needed, and due to its versatility. The electrode coating during the welding process forms a shielding gas. After ignition, the electrode begins to melt, and the coating, burning, releases gas. This gas creates a leading ionized environment for the arc and protects the metal from oxygen.
The choice of electrodes should be based on determining the type of metal and its diameter. The type of metal is a key element because, during the welding process, the electrode metal is fused and joined to the metal of the workpiece. To get a quality connection, the type of metal of the electrode shaft and the type of weld metal should not differ much in the chemical composition.
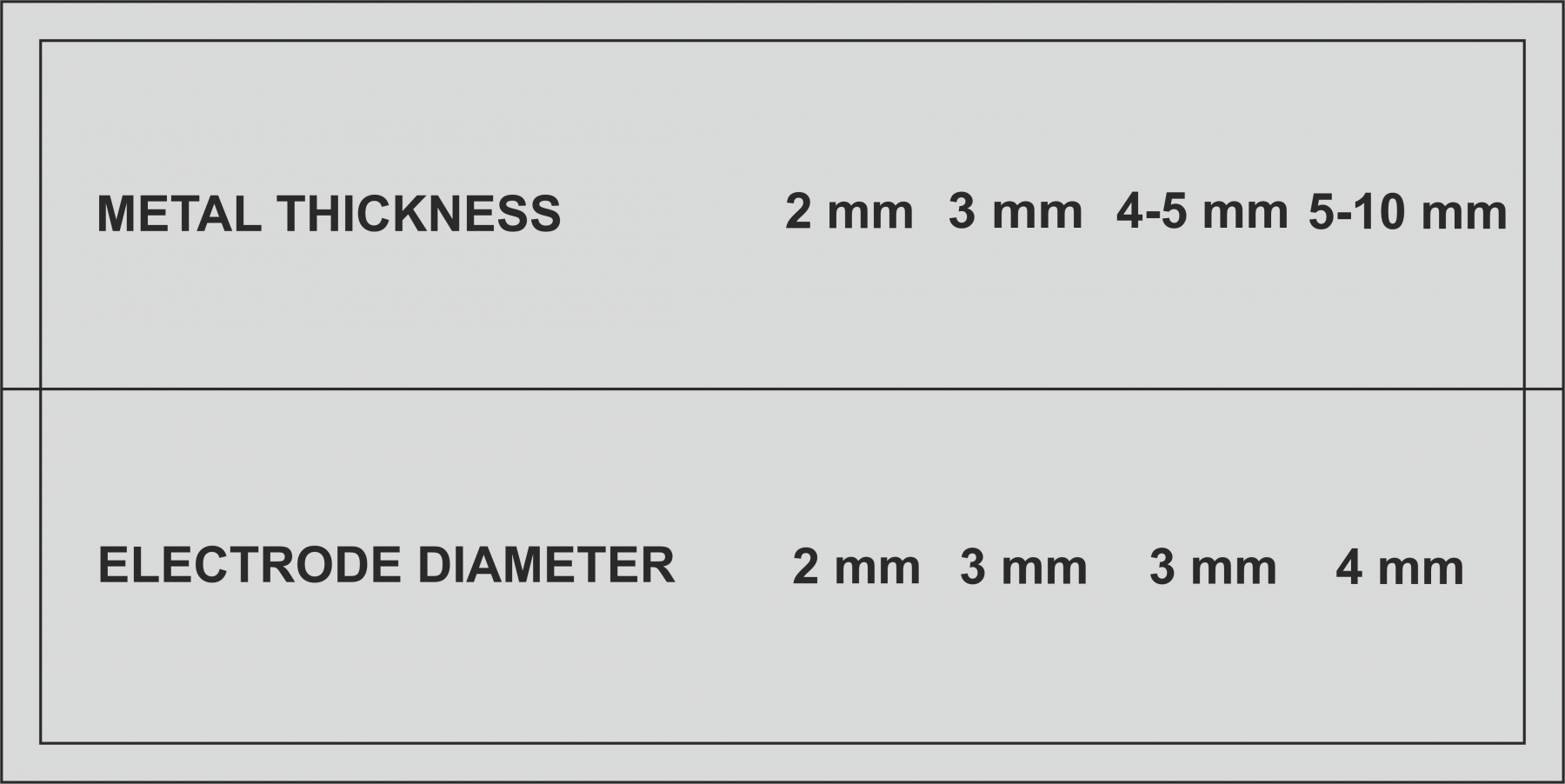
Then, after selecting the electrode type, you need to determine the required diameter. People often wonder: why do we need electrodes of different diameters? It is simple. The thicker the electrode, the more current is needed to fuse it. This also applies to the weld metal. This is why the thickness of the electrode is selected to match the thickness of the weld metal.
For ferrous metals it is recommended:
TIG
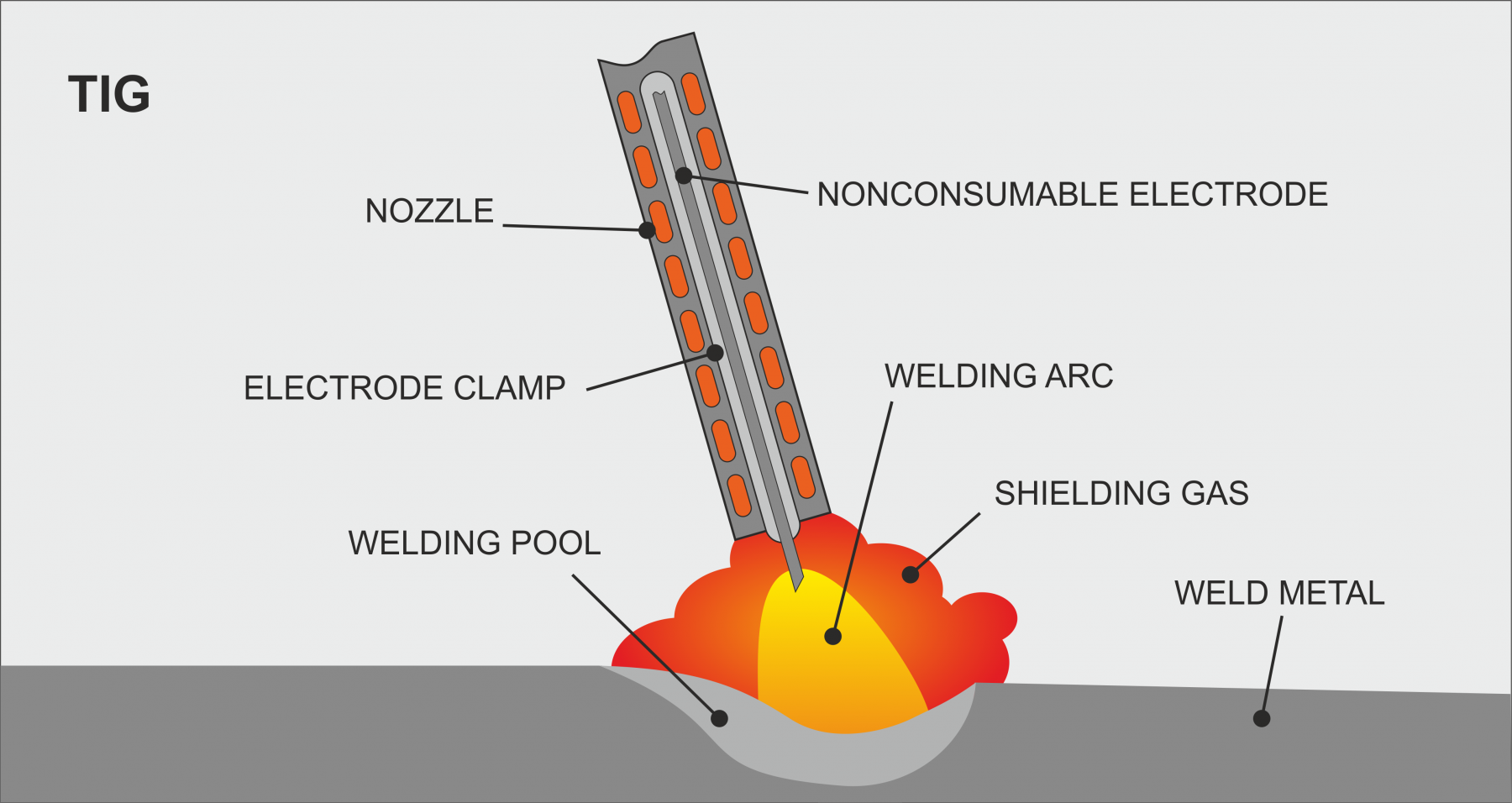
TIG (Tungsten Inert Gas) – arc welding technology in an inert gas environment with a non-combustible electrode. Tungsten is a very refractory metal with a melting point of about 3500 C, so it is most often used in electrodes of such type. Since the electrode is not molten, welding in the argon environment goes differently:
• an electric arc ignites between the end of the electrode and the weld metal;
• The weld is filled by feeding a special additive material - welding rod - into the welding zone;
• The welding pool is protected with gas;
The shielding inert gas in this case is represented by argon. That is why the term "manual argon-arc welding" is common. Although, other gases - nitrogen, helium, as well as gas mixtures - may also serve as shielding gas. Argon can also be used for welding with consumable electrodes. In the welding equipment specifications, except for the TIG mark, the welding current type is always marked (DC - direct current or AC\DC - alternating current). This moment is extremely important.
MIG\MAG
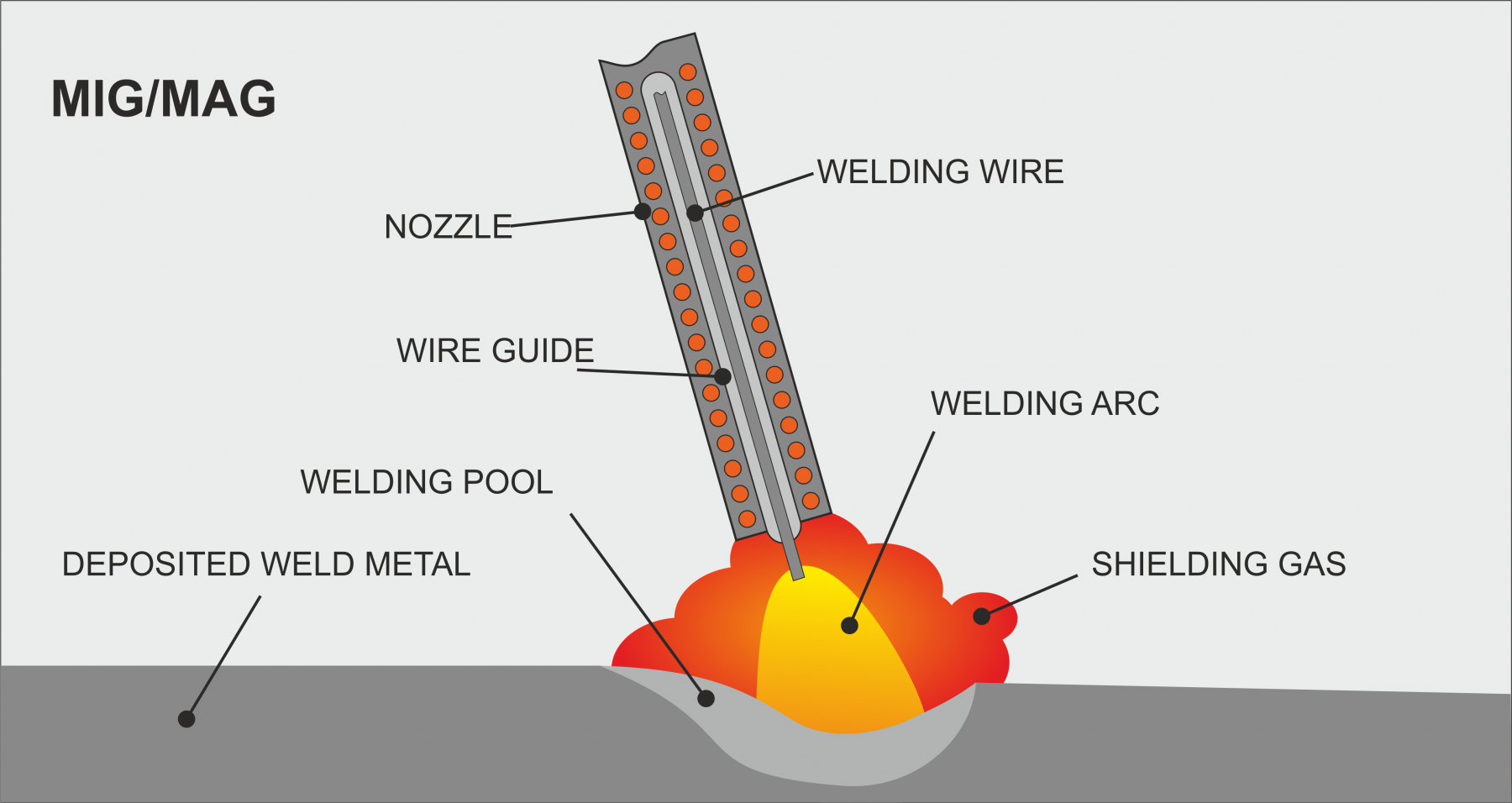
Arc welding method in a shielded inert gas environment using a consumable electrode in the form of a metal wire (type depends on the type of weld metal). Usually, by this type, we mean semi-automatic welding. The main purpose of this method was the idea of creating an "infinite electrode" in order to increase the efficiency of welding works. Argon and its mixtures are used as an inert gas. As a rule, the active gas (interacting with the welded metal) is carbon dioxide. This method is most common due to higher efficiency compared to MMA as well as better weld quality.