COATING TYPE — Rutile basic
| DIN 8555: E6-UM-55- G |
ДСТУ EN 14700 E Z Fe6 |
Weld metal softening can be performed at 840-860°С with the following hardening to 950-1000°С and cooling in oil or air. Mechanical metal-working acceptable only with abraser. Excellent abrasive wear, moderate crashworthiness oxidation resistance, high heat resistance.
PURPOSE AND FIELD OF APPLICATION
Electrodes provide alloy martensitic steel in deposition. They are designed for deposition reinforcing layers, that work in conditions of abrasive wear with moderate dynamic loads. Electrodes are suitable for overlaying of agricultural implement, that work in moderate humidity conditions; woodworking tools, loaders.
APPLICATION CONDITIONS
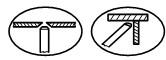
It is recommended to carry an electrode vertically to detail. Deposition should be carried out with a short arc and the lowest possible current to prevent mixing with parent metal. To achieve maximum hardness on low-carbon steels it is necessary to conduct 3-layer surfacing.
REDRYING BEFORE WELDING
At the normal storage conditions, the redrying is not required. In case of moisture redrying is made at 350-370°С for 60 min. 3 times max.
CHEMICAL COMPOSITION OF DEPOSITED METAL, %
| Mn |
C |
P |
S |
Cr |
Mo |
Nb |
| ≤3.0 |
≤2,5 |
≤ 0.04 |
≤ 0.04 |
≤10 |
≤3.0 |
≤10 |
HARDNESS OF DEPOSITED METAL
52-58 HRС
Welding should be made at DC of reverse polarity «+» at the electrode.
PACKAGING DATA
| Diameter, mm |
Length, mm |
Welding current, A |
Units per package, pcs |
Weight of packing, kg |
| 3 |
350 |
90-120 |
30-31 |
1 |
| 4 |
450 |
120-150 |
14 |
1 |
WELDING POSITIONS

PA PB PC PF
PE PD
ДСТУ EN ISO 6947
